Proces svařování pod tavidlem je tou nejideálnější volbou v důležitých aplikačních oblastech potrubí, tlakových nádob a nádrží, ve výrobě kolejí a ve velkých konstrukcích.Má nejjednodušší jednodrátovou formu, dvoudrátovou strukturu, sériovou dvoudrátovou strukturu a vícedrátovou strukturu.
Proces svařování pod tavidlem může být přínosem pro uživatele v mnoha svařovacích aplikacích, od zvýšené produktivity přes zlepšené pracovní podmínky až po konzistentní kvalitu a další.Závody na kovovýrobu, které uvažují o změnách v procesu svařování pod tavidlem, by měly myslet na mnoho výhod, které lze tímto procesem získat.
Základní znalosti svařování pod tavidlem
Proces svařování pod tavidlem je vhodný pro náročné průmyslové aplikace potrubí, tlakových nádob a nádrží, konstrukce lokomotiv, těžké konstrukce/výkopy.Ideální pro průmyslová odvětví vyžadující vysokou produktivitu, zejména ta, která zahrnují svařování velmi silných materiálů, které mohou výrazně těžit z procesu svařování pod tavidlem.
Jeho vysoká rychlost nanášení a rychlost pojezdu mohou mít významný dopad na produktivitu pracovníků, efektivitu a výrobní náklady, což je jedna z klíčových výhod procesu svařování pod tavidlem.
Mezi další výhody patří: svary s vynikajícím chemickým složením a mechanickými vlastnostmi, minimální viditelnost oblouku a nízký dým při svařování, zlepšený komfort pracovního prostředí a dobrý tvar svaru a linie špičky.
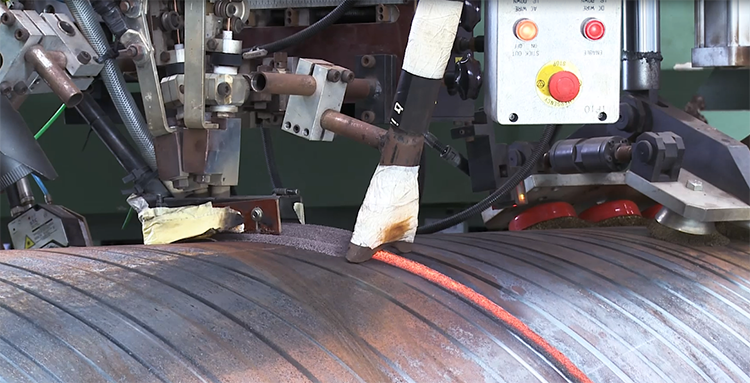
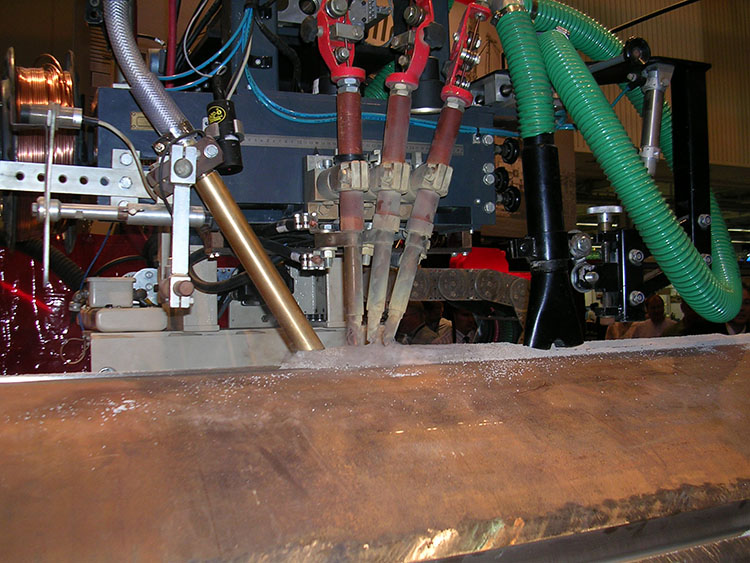
Svařování pod tavidlem je mechanismus podávání drátu, který využívá zrnité tavidlo k oddělení oblouku od vzduchu.Jak název napovídá, oblouk je pohřben v toku, což znamená, že když jsou nastaveny parametry, oblouk je neviditelný při toku následné vrstvy tavidla.
Drát je nepřetržitě přiváděn hořákem pohybujícím se po svaru.Obloukovým ohřevem se taví část drátu, část tavidla a základní materiál za vzniku roztavené lázně, která kondenzací vytváří svar pokrytý vrstvou svařovací strusky.
Rozsah tloušťky svařovacího materiálu je 1/16 "-3/4", což může být 100% penetrační svařování prostřednictvím jednoprůchodového svařování, pokud tloušťka stěny není omezena, může to být víceprůchodové svařování a provádět vhodné výběr předúpravy svaru a výběr vhodné kombinace toku drátu.
Výběr tavidla a drátu
Výběr správného tavidla a drátu pro konkrétní proces svařování pod tavidlem je rozhodující pro dosažení nejlepších výsledků s tímto procesem.Přestože samotný proces svařování pod tavidlem je účinný, produktivitu a efektivitu lze zvýšit i na základě použitého drátu a tavidla.
Tavidlo nejen chrání svarovou lázeň, ale přispívá i ke zlepšení mechanických vlastností a produktivity svaru.Složení tavidla má velký vliv na tyto faktory, ovlivňující proudovou zatížitelnost a uvolňování strusky.Proudová zatížitelnost znamená, že lze získat nejvyšší možnou účinnost depozice a vysoce kvalitní profil svaru.
Uvolňování strusky konkrétního tavidla ovlivňuje výběr tavidla, protože některá tavidla jsou pro některá svařovací provedení vhodnější než jiná.
Možnosti výběru tavidla pro svařování pod tavidlem zahrnují aktivní a neutrální typy svařování.Základní rozdíl je v tom, že aktivní tavidlo mění chemii svaru, zatímco neutrální tavidlo ne.
Aktivní tavidlo se vyznačuje zahrnutím křemíku a manganu.Tyto prvky pomáhají udržovat pevnost svaru v tahu při vysokém příkonu tepla, pomáhají zůstat hladký při vysokých rychlostech pojezdu a poskytují dobré uvolňování strusky.
Celkově může aktivní tavidlo pomoci snížit riziko špatné kvality svařování, stejně jako nákladné čištění a přepracování po svařování.
Mějte však na paměti, že aktivní tavidlo je obvykle nejlepší pro jedno nebo dvouprůchodové svařování.Neutrální tavidla jsou lepší pro velké víceprůchodové svary, protože pomáhají vyhnout se tvorbě křehkých svarů citlivých na trhliny.
Existuje mnoho možností drátu pro svařování pod tavidlem, každá má své výhody a nevýhody.Některé dráty jsou formulovány pro svařování při vyšších tepelných příkonech, zatímco jiné jsou speciálně navrženy tak, aby měly slitiny, které pomáhají tavidlu čistit svar.

Všimněte si, že chemické vlastnosti drátu a interakce tepelného vstupu mohou ovlivnit mechanické vlastnosti svaru.Produktivitu lze také výrazně zlepšit výběrem výplňového kovu.
Například použití drátu s kovovým jádrem s procesem svařování pod tavidlem může zvýšit účinnost nanášení o 15 až 30 procent ve srovnání s použitím plného drátu a zároveň poskytnout širší a mělčí profil průniku.
Díky své vysoké rychlosti posuvu drát s kovovým jádrem také snižuje přívod tepla, aby se minimalizovalo riziko deformace svařování a vyhoření.V případě pochybností se poraďte s výrobcem přídavného kovu, abyste zjistili, které kombinace drátu a tavidla jsou pro konkrétní aplikaci nejlepší.
Čas odeslání: 27. června 2023